For many industrial companies, the question arises: Is a servo-electrically driven drive unit worthwhile? Festo SE & Co. KG, a leading company in pneumatic and electrical automation technology, was also faced with this question in 2016. Seven years later, the benefits of their decision to opt for Servomold are still paying off - time to recapitulate the positive collaboration and draw a conclusion for the future from the past.
Five challenges, one common solution
In 2016, the Krallmann Group, at the time one of the leading providers of innovative complete solutions in the field of plastics processing and toolmaking, approached us with a project that required the expertise of our engineers. Festo Polymer GmbH, based in Sankt Ingbert, required five unscrewing units for a tool that produces complexly designed housings for the pneumatic maintenance device DB Mini from parent company Festo.
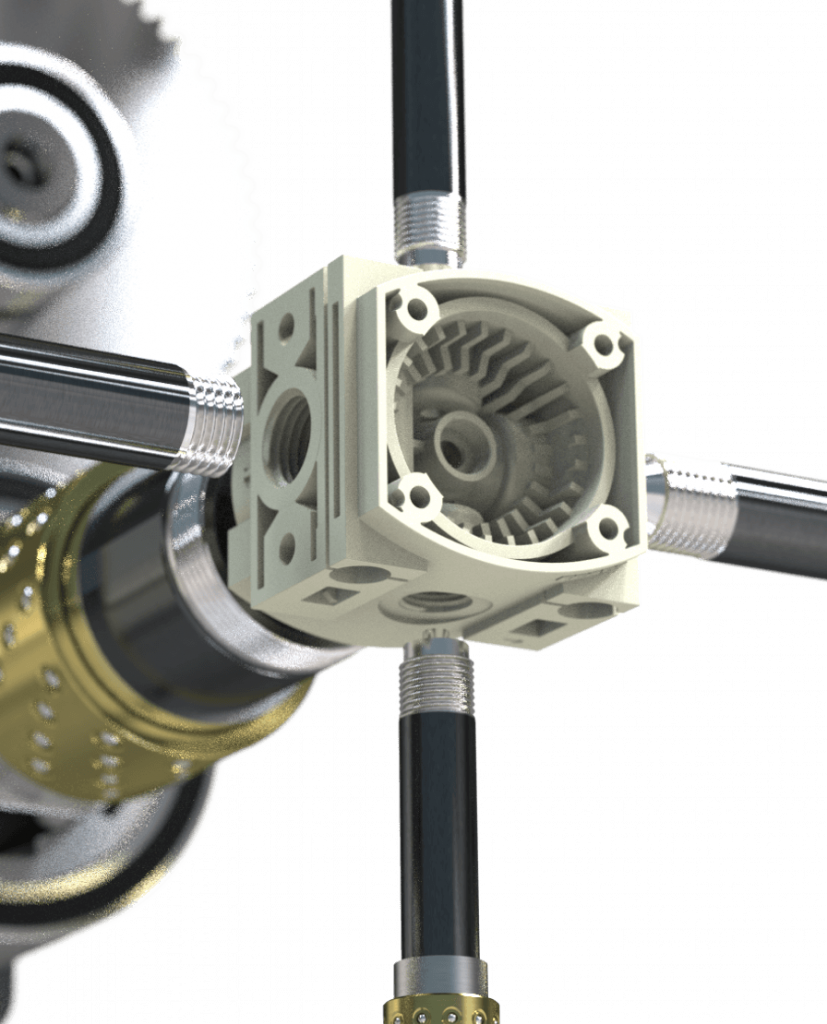
Festo Polymer manufactures the cube-shaped housing with an edge length of around 40 mm from a from a high-strength and highly rigid glass-fiber reinforced polyamide (PA66-GF50). Its five internal threads have diameters of 1/8", 1/4" and 36 mm with lengths between 12 and 22 mm. Corresponding to the positions of these threads, four of the associated unscrewing spindles are arranged on the ejector side of the single mold, each offset by 90° to each other, parallel to the parting line. A fifth spindle moves parallel to the ejector pack in the machine's central axis.
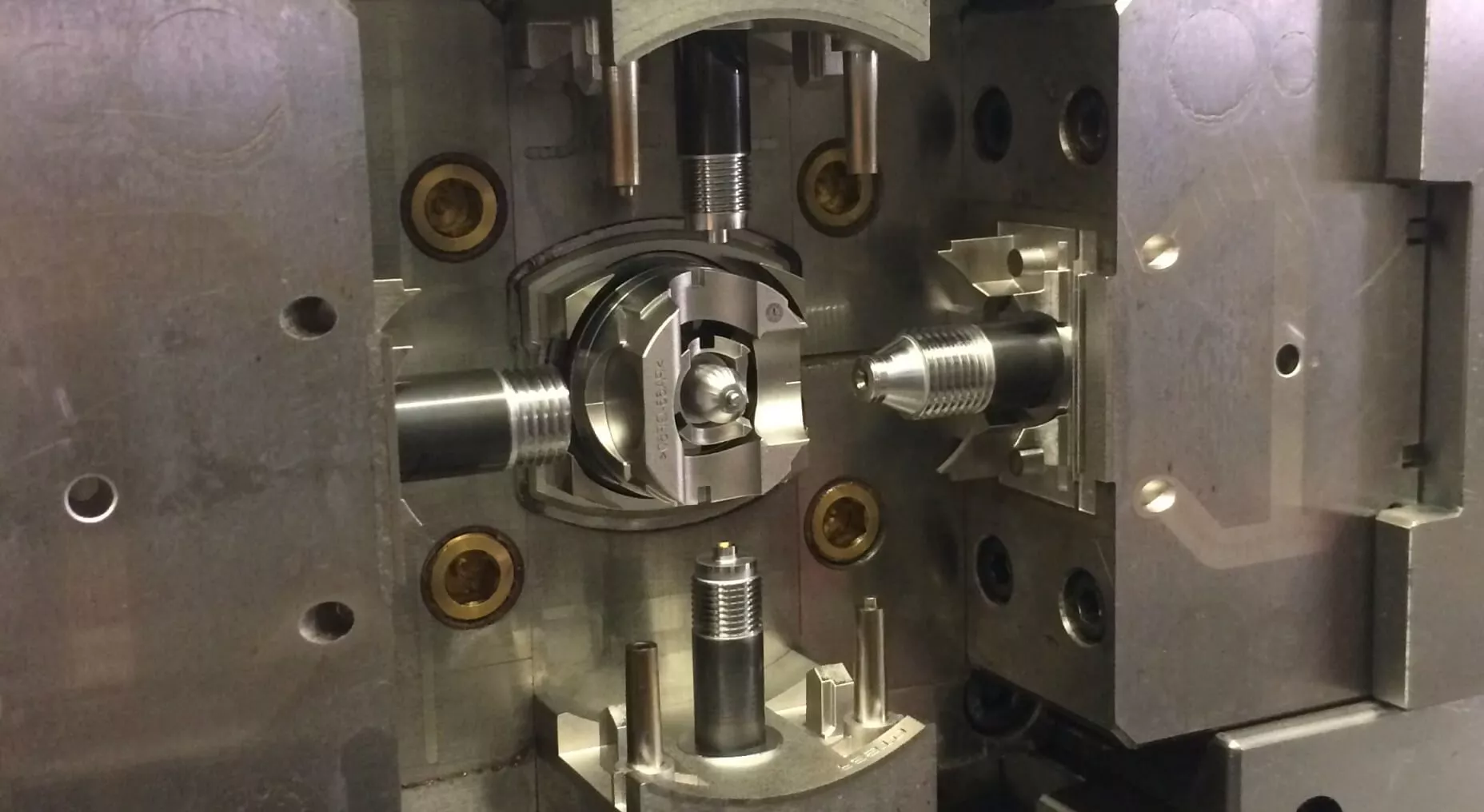
The five internal threads and several undercuts made demolding the housing a challenge.
Many arguments in favor of servo motors
Project supervisor Hendrik Sanio recognized several reasons for preferring servo-electric to the usual hydraulically operated unscrewing units: "This allows us to precisely control the individual
of the individual cores precisely. The respective unscrewing torques can be individually monitored and controlled, and the threads of different depths can be demolded at the optimum speed in each case. The servo-electric drive requires less installation space and enables shorter cycle times than hydraulic solutions. It also eliminates the risk of contamination from leaking oil."
The servo-electric drive requires less installation space and enables shorter cycle times than hydraulic solutions.
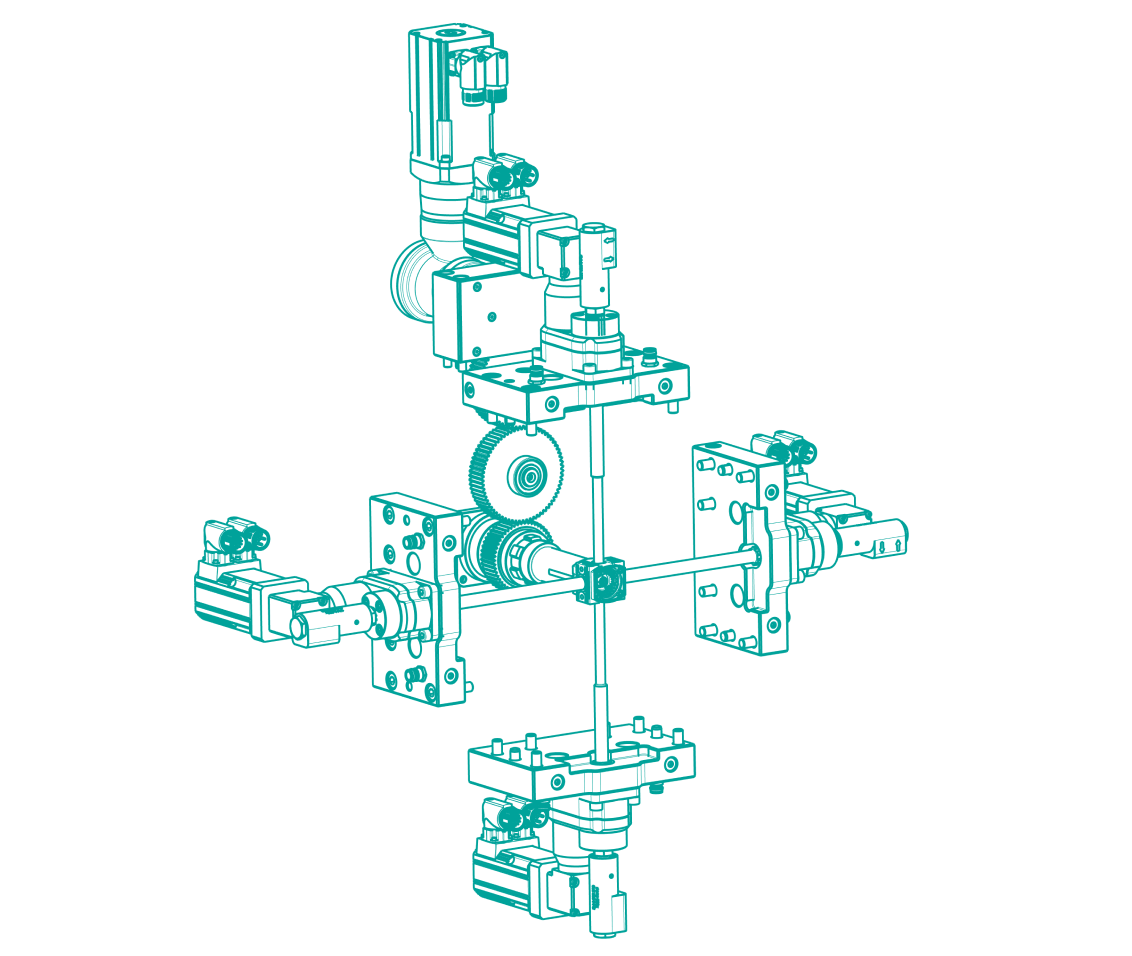
The unscrewing units are positioned around the molded part from five sides.
Precise design with future-proof technology
Servomold selected and dimensioned the five unscrewing units based on the torques determined in its own tests, ranging from 6 to 33 Nm (MD). Today, the tool is still equipped with four units of the smallest available standard type SAEW040-050-12-0055 (MD up to 23 Nm) for the 1/8" and 1/4" threads as well as a servo angle drive "Gearwheel" of type SWZ070-16-0207 (MD up to 75 Nm) for the large metric thread.
A mobile servo rack controller type SRS-8.6, which can control up to six servomotors, takes over control. This adjusts the speeds individually so that all five liquid-cooled threaded cores reach their respective end positions simultaneously when retracting. The SRS also takes over the seamless torque monitoring on each servo unit and issues corresponding signals when predefined limit values are reached.
An integral part of the system even back then: our servo controls including control panel. Thanks to the innovative operating concept, employees can monitor and control all important parameters and functions during operation. All data is quickly accessible on the digital display, which makes the continuous optimization of the injection moulding process simple and clear - saving time and resources for costly maintenance or unnecessary wear over the years.
Servo rack control unit (SRS) at the Sankt Ingbert site
The servomotors are also equipped with resolver position encoders whose zero point is individually referenced on the clamped and preheated mold. Thomas Meister, Managing Director of Servomold, explains: "We like to use resolvers because they have to be deliberately referenced before the tool is put into operation and therefore no careless release takes place even after a mechanical change due to maintenance, for example. However, the type of application and ultimately the customer often decide on the type of position encoder system."
As a further safety aspect, Meister mentions the continuous force monitoring possible with servo-electric systems, which makes the need for tool maintenance recognizable at a very early stage so that damage can be avoided from the outset.
Looking to the future with servo technology
Energy-efficient and easy to maintain: A system to plan ahead with
Space-saving, energy-efficient, easy and predictive maintenance. Even then, Dr. Jan Oliver Hauch, Head of Project Transfer Innovations Polymer at Festo Polymer, confirmed the future viability of the system: "Due to the small space requirements of these systems, the dimensions of the tool have also remained relatively small. This allows us to use it on the very energy-efficient Arburg Allrounder 570 S e2 2000-400 with 570x570 mm
tie bar spacing. And because this manufacturer mainly uses standardized parts, we can expect a secure supply of spare parts in the future."
Uwe Hemmerling, Head of Toolmaking, adds: "The "DB Mini" project was the first of a large number of projects that we have realized with Servomold. We were particularly impressed by the high level of tool safety and the precise controllability of the process sequences. Servomotor movements have become indispensable in modern toolmaking."