How servo technology exceeds the highest requirements
Small impurities, big disaster. In the production of pharmaceutical primary packaging or medical plastic parts such as high-precision Luer lock systems, cleanliness for machine, mold and molded part is not a formality, but a strictly regulated production standard, compliance with which determines the top or flop of entire batches. Nobody wants to have thousands of parts produced for nothing - because of contamination on the screw cap. Servo-electrical automation concepts not only perform translational and linear movements reliably, they also reduce contamination risks to a minimum. But what exactly is the technology behind this? Let's put the servo advantages under the microscope.
Cleanliness
The optimal solution for the highest cleanroom classes
Where maximum cleanliness counts, not a drop of oil should ruin the entire job. However, injection mold tools and machines that work with hydraulic solutions reach their limits in the cleanroom. The risks of contamination can only be reduced with considerable additional effort and extensive measures by enclosing the hydraulic blocks or by using special FDA- or NSF-approved lubricants and hydraulic oils - can't it be simpler?
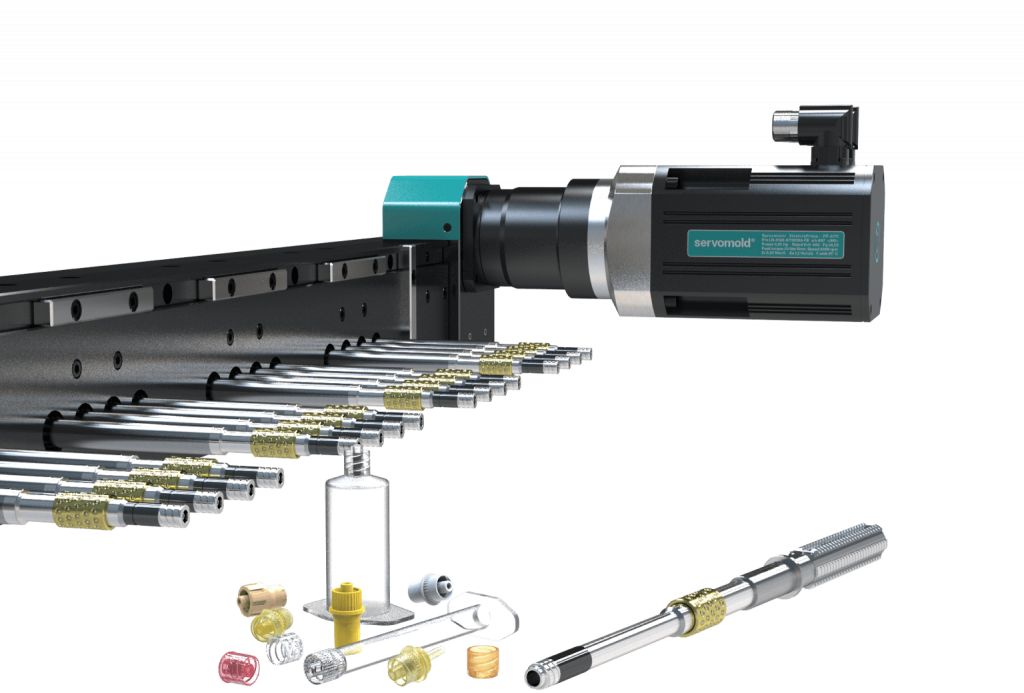
In injection molding machines for cleanroom applications, the trend has clearly been toward the use of all-electric machines for several years now - but hydraulic drives can also be completely replaced by suitable servo system solutions in injection mold tools. As brushless and fanless motors, servo motors operate completely cleanly, energy-efficiently with minimal heat loss and no particle emissions. The low-lubricant technology is therefore ideal for cleanroom environments up to cleanroom class ISO7 / GMP-C / 10,000. No oil, hardly any particles, and a space-saving design on top of that.
Significantly reducing or even eliminating the need for lubricants in injection mold tools also helps to reduce contamination risks - but this requires movements to be executed with greater precision and controllability - this aspect can also be easily realized with servomotors.
Wild & Küpfer relies on Servomold systems and controls for cleanroom production at its Schmerikon, Switzerland site
Precision and control
Where high quality is required, the strengths are shown
In addition to being contamination-free, outstanding precision and manufacturing quality are also among the key features of cleanroom production. The basis for this is provided by systems that allow manufacturing processes and mold movements to be aligned and repeated in great detail.
One important aspect, for example, is the required freedom from burrs for plastic parts that are later in contact with blood - for example, injection mold tools for Luer-Lock systems must be manufactured with very low tolerances and the narrowest gaps. Combined with the required freedom from lubricants and highly dynamic movements for short cycle times, this creates a situation that is difficult to control with the limited adjustable hydraulic systems.
Servo drives can be controlled sensitively and precisely by the position encoder built into the servo motor - such as an electromagnetic resolver or optoelectronic absolute encoder. Depending on the system, one revolution of the motor shaft of a servo motor is resolved into hundreds to thousands of increments (pulses) - the servo controller built into the servo control system uses these signals to precisely control the servo motor with an accuracy of a few angular minutes. Thus, mechanics can be positioned to within 1/100th of a millimeter without the need to use an end stop. Torque, forces and Speeds can be limited and permanently monitored, any kind of acceleration can be realized. As a result, servo technology reduces mechanical stresses, significantly reduces the risk of damage and increases the longevity of the injection mold tools.
Medical components with Luer-Lock thread - Servomold unscrewing unit unscrews precisely, quickly and contamination-free
Process transparency
Proven quality and stable processes
Without the appropriate servo control system, a servo motor will not move a millimeter - this necessity is also the greatest strength of servo technology. Modern servo control systems not only offer full control of movements, they also allow the recording of relevant process parameters and thus contribute to the continuous monitoring of product quality.
For example, analyzing the torque and temperature of the servo motor allows direct conclusions to be drawn about the consistency of motion sequences and thus provides important information in the event of process deviations. Changes or even wear on the injection mold tools can be detected at an early stage and targeted measures can be taken.
Material- or parameter-related changes in the injection molding process can also be detected - for example, different injection pressures become noticeable through changes in the demolding forces. Here, the process monitoring of the servo control system offers ideal possibilities to ensure stable and verifiable processes.
Energy efficiency
An ace up your sleeve with servo technology
Energy prices are at a record high, production facilities are coming under pressure, and there is hardly any end in sight. However, when it comes to energy efficiency, servo technology is pulling ahead of all competitors. Compared to hydraulic systems, servo technology consumes 4 times less energy; it even outperforms pneumatic-driven systems with 10 times less consumption. How can servo-electric systems save so much energy?
The answer lies in the uncomplicated directness of servo motors. They immediately convert electrical energy into a rotary movement and thus only consume exactly as much power as they need at the stage of the movement. This is a clear advantage over hydraulic drives, in which an electric motor drives a pump that generates the necessary oil pressure in the system. This oil pressure must be permanently maintained in a fully hydraulic system - in pneumatic systems, line losses must even be constantly compensated for in addition to the air pressure.
Does servo technology fit into your cleanroom?
Many advantages, but is the investment also worthwhile in the long term? As always, the calculation should be made with the future in mind. Investing in a servo-driven system always means investing in more control, insight, foresight. The servo control systems used to drive servo motors record all operating parameters, allowing not only targeted control but also long-term optimization of processes and preventive maintenance. These transparent processes form the basis of tomorrow's contamination-free production hall, where success is not left to chance but to precision.