Servo technology already performs precise piecework in many areas of modern injection molding processes, whether it's the unscrewing of caps and closures or the closing of lids. For companies that are still hesitating about the investment, it is worth taking a detailed look at the cost savings and concrete advantages in order to make a far-sighted decision.
Is it all a question of the drive?
Especially in the case of injection molding machines, the choice of drive system depends on many factors. In addition to considerations of economic efficiency, ecological issues are increasingly coming to the foreground. In addition, the aim is not only to save energy, but also to shorten cycle times and prevent downtime.
This also applies to the choice of the drive solution for rotational and translational movements in injection mold tools. Here, further aspects come into play, such as availability, maintenance requirements, process reliability, etc. Especially for companies that produce in large series, even small optimizations have a noticeable impact. Let's take a closer look at the parameters where servo technology can make a decisive difference compared to other drives.
1
Energy demand
Significantly less power required for servo drive
Energy savings are certainly one of the main reasons for purchasing an all-electric injection molding machine, as it only consumes power when opening and closing the injection mold tools and during injection. During the holding phases, energy consumption is practically zero. In fully hydraulic machines, on the other hand, the oil used for energy transfer must always be at maximum pressure, which is why the motor of the hydraulic system consumes a lot of power - the result is a significantly lower power requirement for electric machines.
The same applies to the use of servo-electric drives in injection mold tools - these do not even need to be connected to the hydraulic system of the injection molding machine and therefore operate completely independently of the operating status of the machine with full performance potential and low energy requirements at all times.
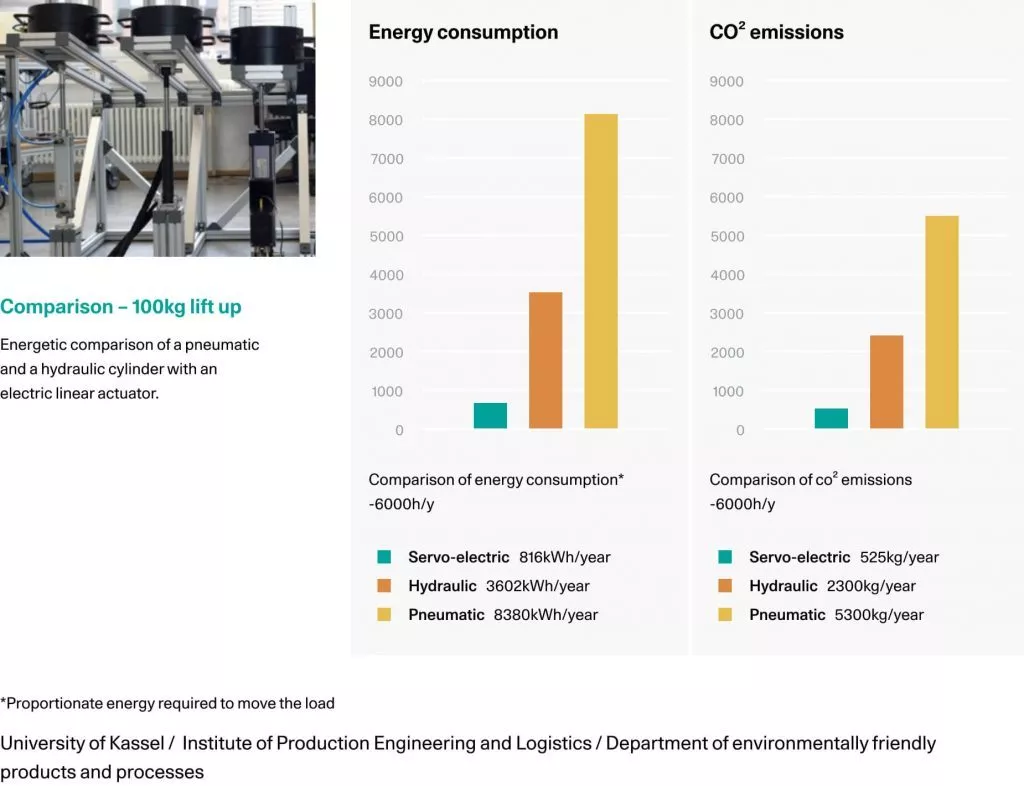
This difference in energy efficiency was demonstrated in a practical comparison between hydraulic, pneumatic and electrically powered drive units carried out at the University of Kassel. A load of 100 kg was moved with a pneumatic, a hydraulic and an electric linear actuator in each case, and the energy required for this was measured. The energy consumption measured in each case was then multiplied by a realistic number of annual operating hours (6,000 hours in three-shift operation) and in the end amounted to 8,380 kWh per year for the pneumatic cylinder, 3,602 kWh for the hydraulic cylinder and 816 kWh for the electric actuator. Thus, the linear actuator showed a saving of 77 percent compared to the hydraulic cylinder and even 90 percent compared to the pneumatic cylinder. In addition to cost savings, the higher energy efficiency also means significantly lower CO² emissions in production.
Comparison - pneumatics vs. hydraulics vs. servo-electrics
The three drives with comparable specifications were compared in an experimental setup under realistic conditions at the University of Kassel. Source: C. Pohl, C. Becker, J. Hesselbach, University of Kassel
2
Maintenance requirements
Resource-saving precision and cleanliness
Where else can servo-electric drives score points besides high efficiency and low emissions? Due to the generally extremely high precision and repeatability - and thus minimal scrap and operation that is tool-protecting - the conservation of resources is already noticeable in the lower use of raw materials, higher productivity and lower maintenance requirements.
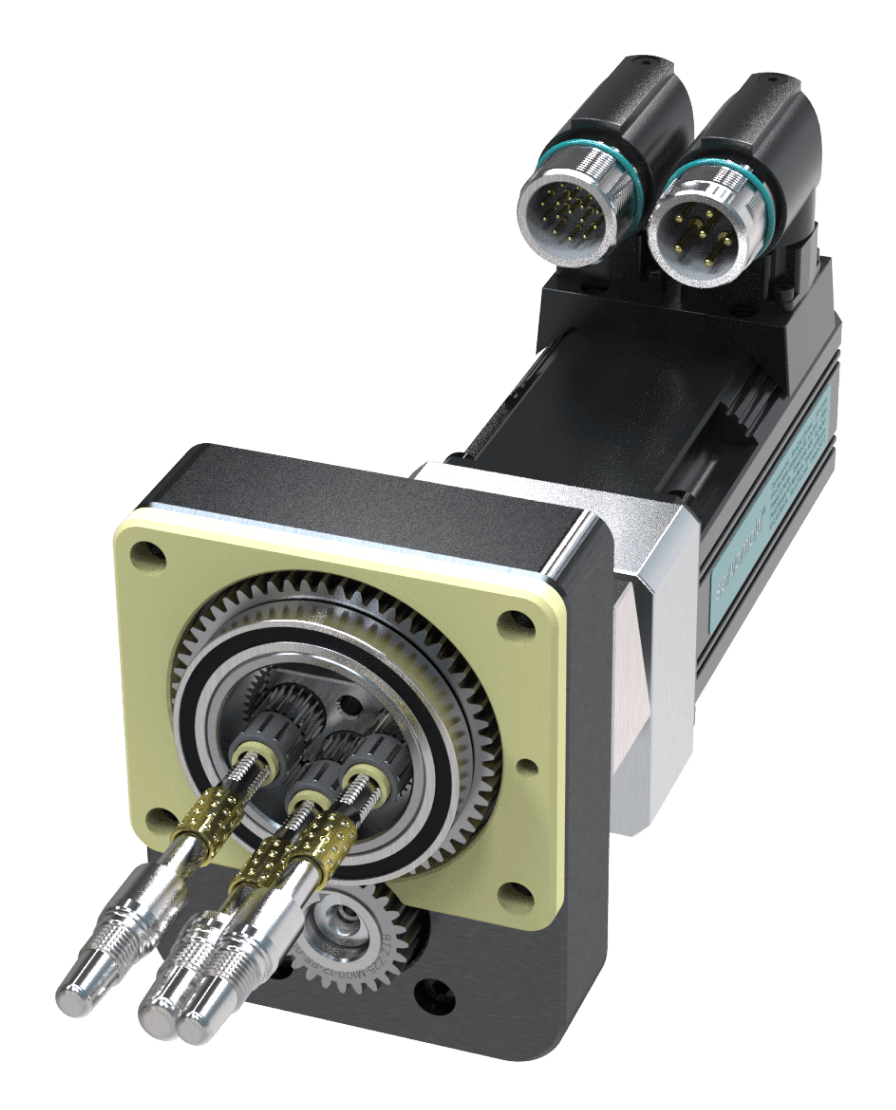
Filigree geometries require particularly precise and accurate movements - this is where servo drives show their full potential.
In direct comparison to hydraulics, the servo drive does offer less torque for the same size - which is why the mechanics in a servo-driven system must be optimized and precisely adjusted for the highest possible efficiency. However, the positive side effect is that there is permanently little friction and load during the translatory and rotatory movements. A further aspect is the precise and optimally adaptable movement of servo-electric drives. Because lower mechanical forces act, servo-driven systems therefore also work much more tool-protecting, with lower lubricant requirements and longer maintenance cycles.
Servo drives cannot leak and operate without consumables such as oil or filters - making them ideal for cleanroom conditions. But conventional production environments also benefit from being oil-free due to significantly increased cleanliness and an accelerated production start-up since no oil needs to be heated - in short: much fewer resources.
3
Production efficiency
Servo drives score in speed
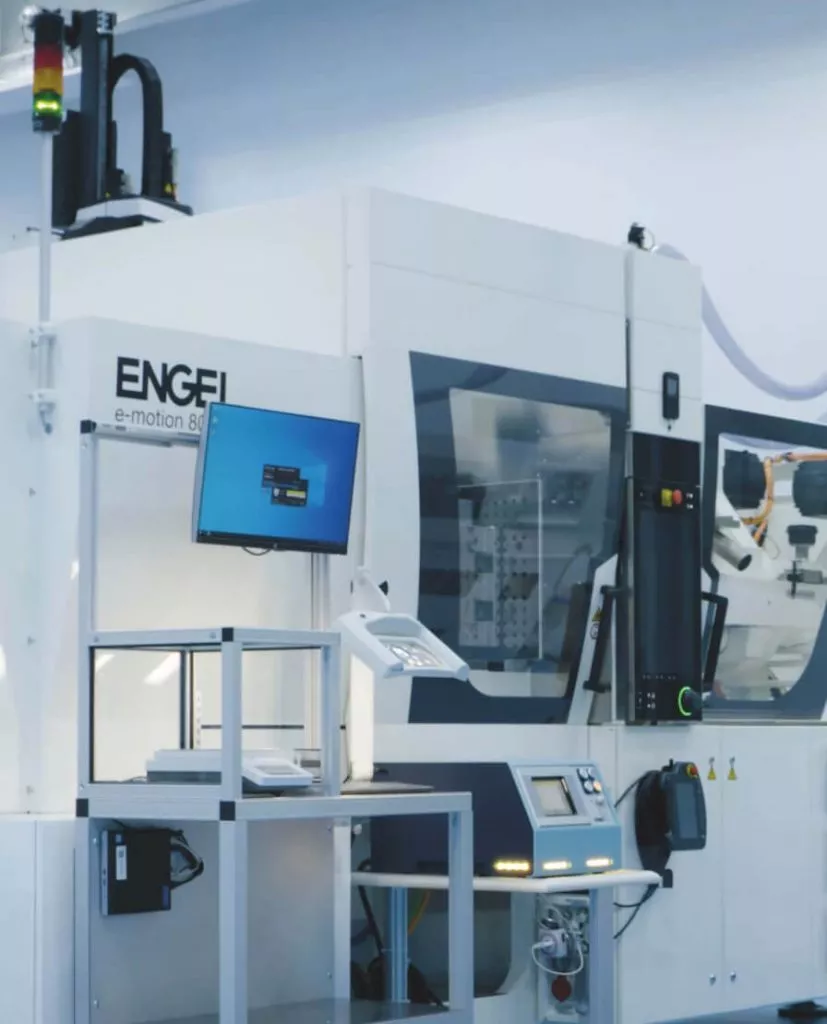
Injection molding machine including Servomold control unit in the cleanroom production environment of Wild & Küpfer Medizintechnik, Schmerikon, Switzerland
Machines supported by servo drives not only work precisely and with high repeat accuracy, but also quickly. The savings in cycle times, especially when unscrewing or screwing in thread cores, are significant compared to hydraulic motors. For example, times for unthreading threaded cores are often not only reduced by far more than half - companies can also realize time savings by using servo drives in parallel processes. This is often not possible with hydraulic drives, as only a limited oil flow is available and the injection molding machine restricts the possibilities for additional, parallel sequences during the opening movement, for example. The continuous repeatability of the process additionally ensures higher production efficiency, and, in sum: higher output.
Conclusion
Not only invest, but also save
The trend towards all-electric machines has been evident since the 1980s and has been increasing further in recent years. The logical consequence of this is to replace energy-intensive hydraulics with high-precision and efficient servo drives in processes such as those found in injection mold tools. In the long run, companies with high production volumes in particular benefit from the savings that can be found in every micron.
Especially in cleanroom environments, the trend is clearly moving towards all-electric machines due to their low emissions, speed and precision, and their energy-efficient operation. If you are interested in using a servo-electric system to implement rotational and translational movements in your injection mold tools - it's best to ask experts in order to take full advantage of the technology with every movement.